







ERW325x14 stalen buismachine; ZTFIV; ZTZG
Beschrijving
De ERW-buizenfabriek wordt ook wel een hoogfrequente, longitudinale gelaste buisproductielijn genoemd. Geschikte materialen zijn warmgewalste of koudgewalste bandrollen, zoals koolstofstaal en hoogsterktestaal.
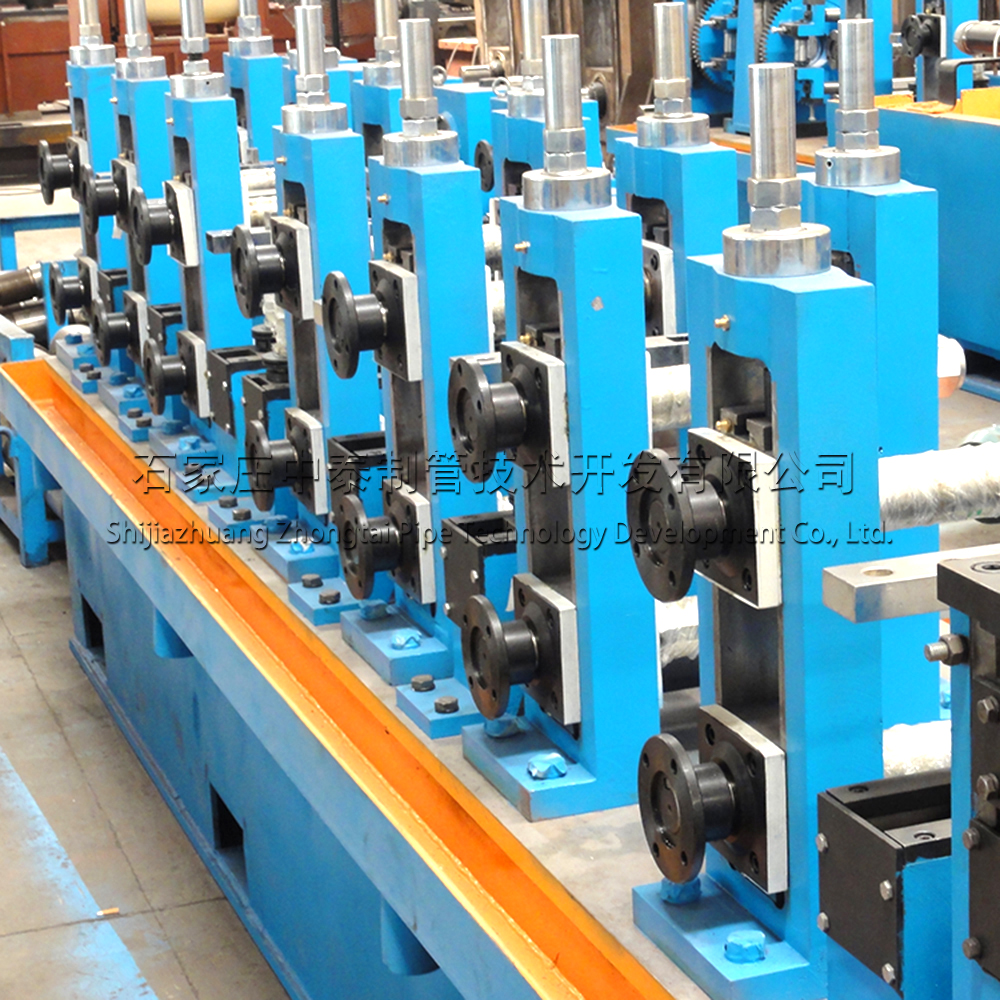
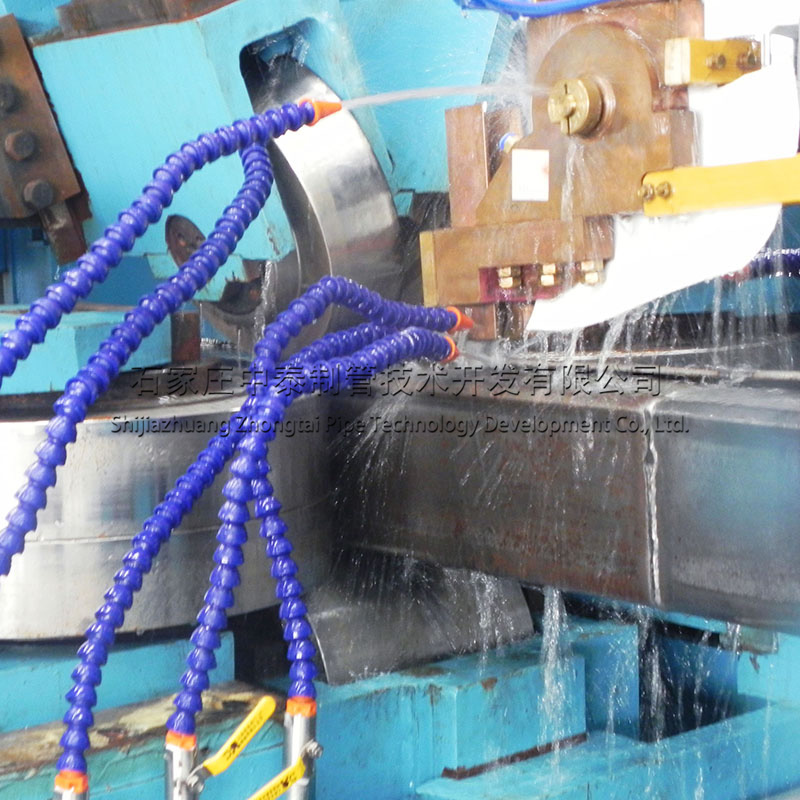
De staalband wordt afgerold door de afwikkelaar en gaat vervolgens, na door de lasmachine te zijn gegaan, naar de accumulatoropslag. De staalband wordt geëxtrudeerd door rollen en verdeeld in twee delen: een breekgedeelte en een fijndoorvoergedeelte. Na het hoogfrequent inductielassen en het op maat maken van het onderdeel, wordt de gewenste lengte buis geproduceerd, afgesneden met een vliegende zaag en tot slot gestapeld en verpakt. Deze productielijn is een complete productielijn voor het continu lassen van stalen strips tot buizen.voornamelijk samengesteld uit afwikkelaar, schaar- en eindlasser, accumulator, vorm- en formaatmachine, HF-lasser, vliegende zaag, stapel- en verpakkingsmachine.
Als er speciale doeleinden of vereisten zijn voor stalen buizen, is het noodzakelijk om testapparatuur toe te voegen, zoals een hydraulische testmachine, een middelfrequent gloeiapparaat, een ultrasoon foutdetectieapparaat, enz.


De productielijn voor hoogfrequent gelaste buizen wordt voornamelijk gebruikt voor de continue productie van recht gelaste buizen. De lijn maakt gebruik van hoogfrequent inductielassen, waarmee niet alleen ronde buizen kunnen worden geproduceerd, maar ook bijbehorende vierkante buizen en buizen met speciale vormen. De hoogfrequent pijplasmachine wordt voornamelijk gebruikt voor de productie van diverse soorten ijzeren buizen, bouwbuizen, structurele buizen, waterleidingen, olieleidingen, API-buizen, enzovoort.
Ttechnische stroom
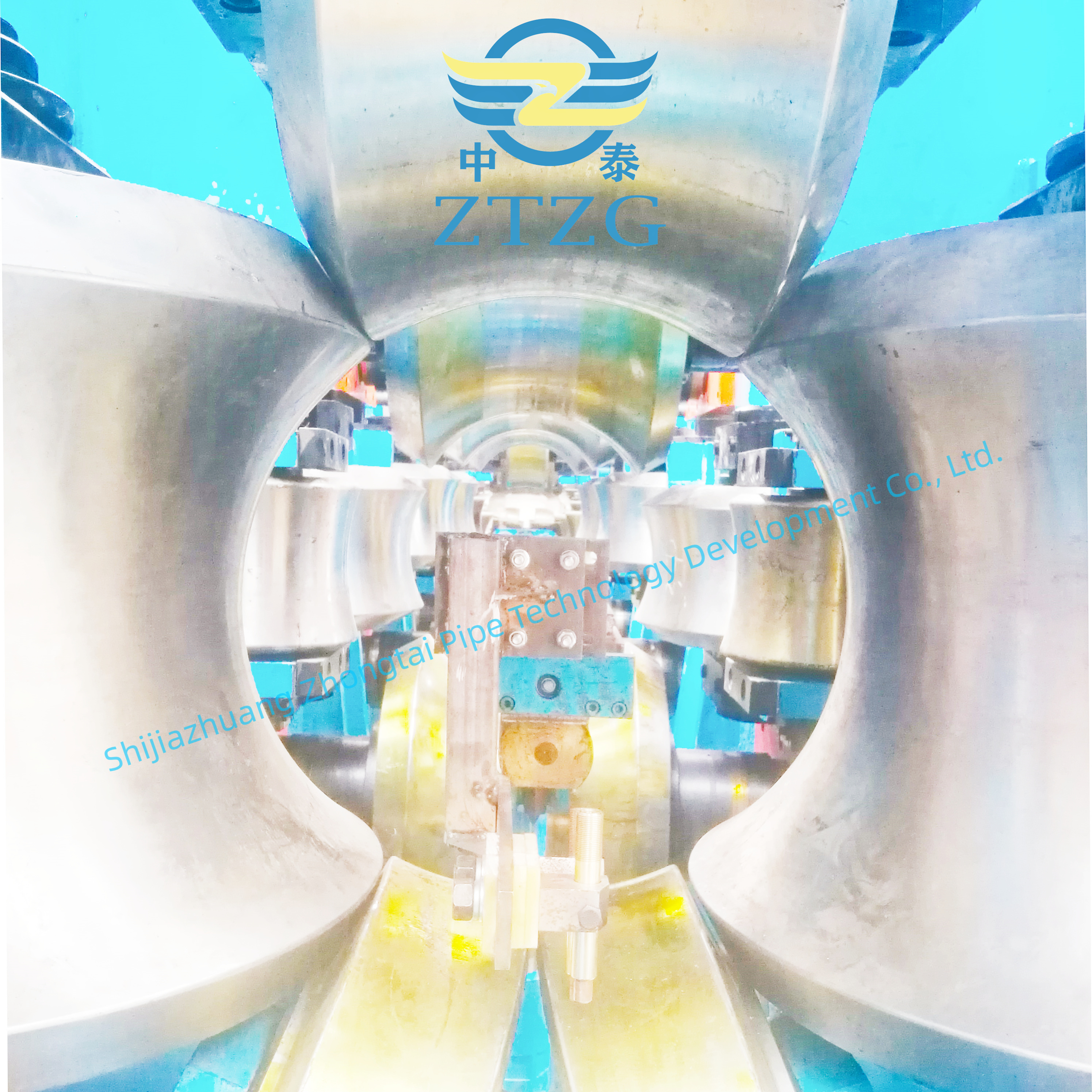
Omhoog scrollen → Afrollen → Knippen en lassen → Spiraalaccumulator → Vormen → HF-inductielassen → Verwijderen van uitwendige bramen → Koelen → Maatvoering → Vliegende zaag → Uitlooptafel → Inspecteren → Verpakken → Magazijn
Fvormingsproces
| Ronde buis | Koudwalsvormproces | Goed rolontwerp |
| ZTF-vormingsproces | Bespaar minimaal 60% op de rolkosten met elektrische bediening Lees meer | |
| Svierkant& rechthoekige buis
| Algemeen rond-naar-vierkant-proces | Stabiel vormproces |
| Ronde-to-vierkant met Turks hoofd | Goede pijpkwaliteit | |
| Proces van directvierkant-to-vierkant(DSS) | OMet één set rollen kunt u alle buizen produceren met elektrische bediening en automatische afstelling Lees meer |
Basis technische informatie van de productielijn voor gelaste buizen
| Product & Opbrengst | Ronde buis | 140mm-325mm Dikte:4.0mm-12.7mm |
| Vierkante en rechthoekige buis | 90mm×90 mm -250mm×250mm Dikte:4.0mm-12.0mm | |
| Lengte | 6m-12m Lengtetolerantie: ±3mm | |
| Productiesnelheid | 40m/min | |
| Productiecapaciteit | 55.000 ton/jaar | |
| Consumptie | Geïnstalleerde capaciteit van de molen | 430 kW |
| Lijngebied | 130m(lengte) ×11m (breedte) | |
| Werknemer | 6-8 werknemers | |
| Grondstof | Materiaal | Koolstofstaal spoel Q235B (ASTM GR·D,σ(zie 230) |
| Breedte | 440mm-1025mm Dikte:4.0mm-12.7mm | |
| Spoel-ID | 610-700 mm | |
| Spoel OD | Maximaal2000mm | |
| Spoelgewicht | 15,0 ton |
Voordeel
Voordelen van de uitrusting:
Bij de productie van ronde buizen kan gebruik worden gemaakt van de ZTF-vormtechniek
Bij de productie van vierkante en rechthoekige buizen kan direct gebruik worden gemaakt van de vierkante-vierkant (DSS) techniek
Producten:architectonische structuurbuizen, API-buizen, torenfunderingsbuizen, stalen buizen voor autobalken en andere producten.
Meer producten



| ERW-BUISMOLENLIJN | |||||
| Model | Rronde pijp mm | Vierkantpijp mm | Dikte mm | Werksnelheid m/min | |
| ERW20 | Ф8-Ф20 | 6x6-15×15 | 0,3-1,5 | 120 | Lees meer |
| ERW32 | Ф10-Ф32 | 10×10-25×25 | 0,5-2,0 | 120 | |
| ERW50 | F20-F50 | 15×15-40×40 | 0,8-3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25-60×60 | 1,2-4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35-70×70 | 1,5-4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40-90×90 | 1,5-4,5 | 65 | |
| ERW140 | Ф60-Ф140 | 50×50-110×110 | 2.0-5.0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60-130×130 | 2.0-6.0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70-170×170 | 2.0-8.0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90-210×210 | 3.0-10.0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110-250×250 | 4.0-12.7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130-280×280 | 4.0-14.0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170-330×330 | 6.0-16.0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210-400×400 | 6.0-18.0 | 25 | Lees meer |
| ERW660 | Ф325-Ф660 | 250×250-500×500 | 6,0-20,0 | 20 | Lees meer |
| ERW720 | Ф355-Ф720 | 300×300-600×600 | 6.0-22.0 | 20 | Lees meer |
| PRODUCTIELIJN VOOR ROESTVRIJSTALEN PIJP | |||||
| Model | Rronde pijp mm | Vierkantpijp mm | Dikte mm | Werksnelheid m/min | |
| SS25 | Ф6-Ф25 | 5×5-20×20 | 0,2-0,8 | 10 | Lees meer |
| SS32 | Ф6-Ф32 | 5×5-25×25 | 0,2-1,0 | 10 | Lees meer |
| SS51 | Ф9-Ф51 | 7×7-40×40 | 0,2-1,5 | 10 | Lees meer |
| SS64 | Ф12-Ф64 | 10×10-50×50 | 0,3-2,0 | 10 | Lees meer |
| SS76 | Ф25-Ф76 | 20×20-60×60 | 0,3-2,0 | 10 | Lees meer |
| SS114 | Ф38-Ф114 | 30×30-90×90 | 0,4-2,5 | 10 | Lees meer |
| SS168 | Ф76-Ф168 | 60×60-130×130 | 1,0-3,5 | 10 | Lees meer |
| SS219 | Ф114-Ф219 | 90×90-170×170 | 1.0-4.0 | 10 | Lees meer |
| SS325 | Ф219-Ф325 | 170×170-250×250 | 2.0-8.0 | 3 | Lees meer |
| SS426 | Ф219-Ф426 | 170×170-330×330 | 3.0-10.0 | 3 | Lees meer |
| SS508 | Ф273-Ф508 | 210×210-400×400 | 4.0-12.0 | 3 | Lees meer |
| SS862 | Ф508-Ф862 | 400×400-600×600 | 6.0-16.0 | 2 | Lees meer |
VerwantPRODUCTEN
-

Tube MillERW114 HF Recht Gelaste Buis Produ...
-

φ140×7 Olie- en gastransport (API) pijp...
-

φ219×10 Olie- en gastransport (API) pijpleiding...
-

Buizenmolen φ165×8 Olie- en gastransport ...
-

ERW273x12.7 Stalen buismachine; ZTFIV; ZTZG
-

ERW-buisvormwalsen
-

Buizenfrees 200x200x8 Direct Vierkant Vormen Buis M...




